Hot Plate Welding for Plastics: A Comprehensive Guide
Hot plate welding, also known as heated tool welding, is a widely used industrial process for joining thermoplastic components. It is a simple yet highly effective technique that produces strong, hermetic, and cosmetically appealing welds. The process involves heating the surfaces of the plastic parts to be joined using a precisely controlled heated plate, then removing the plate and pressing the molten surfaces together under pressure until they cool and solidify into a permanent bond. This method is favored for its reliability, repeatability, and suitability for both simple and complex part geometries.
The Hot Plate Welding Process: Step-by-Step
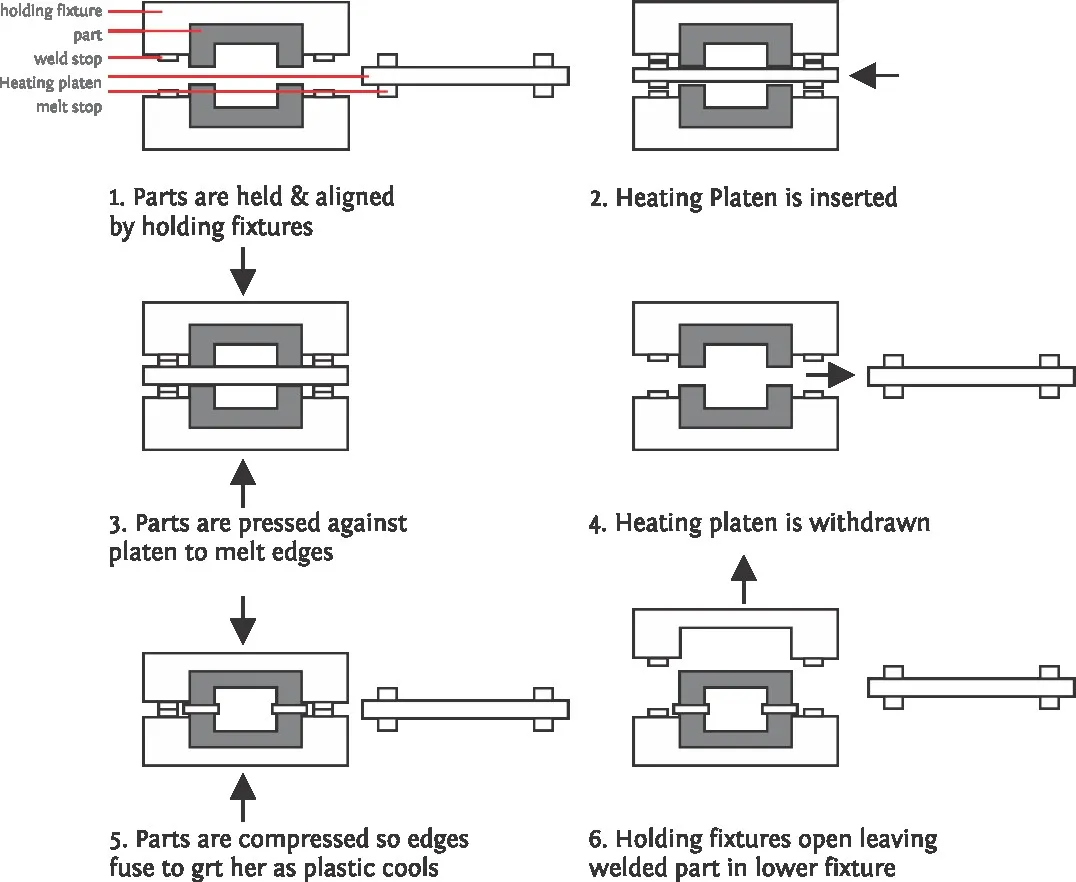
The standard hot plate welding cycle consists of four distinct phases, each critical to achieving a high-quality weld joint.
1. Heating Phase
The two plastic parts are brought into contact with opposite sides of a heated metal plate (the hot plate). The plate temperature is set well above the melting point of the specific thermoplastic material being used. The parts are held against the plate with a specific force for a predetermined time, allowing the material at the joint interface to melt and become viscous.
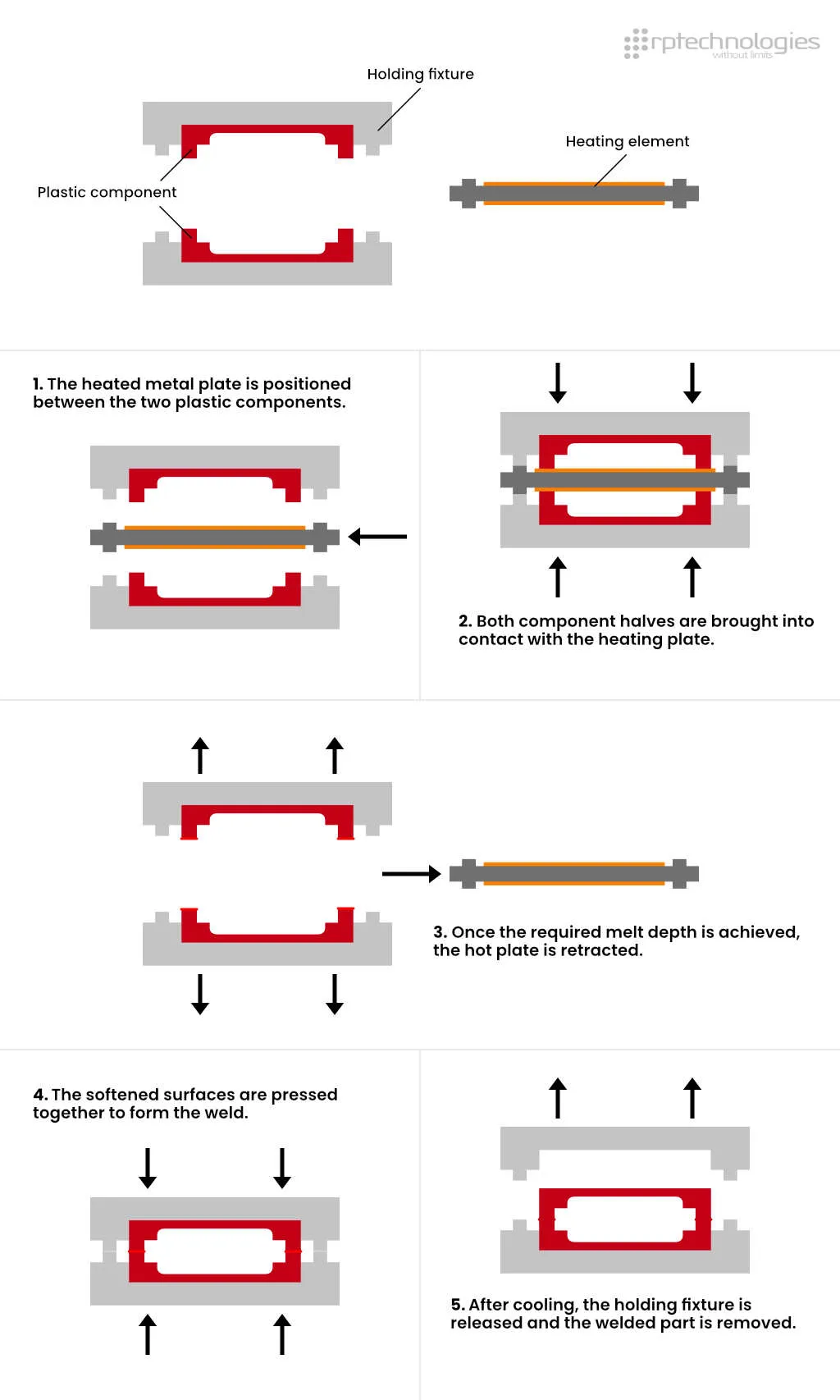
2. Change-Over Phase
Once the surfaces are sufficiently molten, the parts are retracted from the hot plate. The hot plate is then rapidly moved out of the way between the two parts. This phase must be executed quickly to prevent premature cooling of the molten surfaces before joining.
3. Joining and Welding Phase
The two parts are immediately pressed together with a controlled force. The molten surfaces mix and fuse together. The pressure is maintained to ensure intimate contact and to force out any air bubbles or impurities, creating a homogeneous weld seam.
4. Cooling and Solidification Phase
While maintaining pressure, the assembly is held stationary to allow the molten plastic to cool and solidify. The pressure prevents distortion during this phase. Once solidified, the welded assembly is ejected. The entire cycle is automated for consistency.
Key Advantages of Hot Plate Welding
This welding technique offers several significant benefits that make it a preferred choice for many applications:
- High Strength Joints: Produces weld strength often approaching that of the parent material.
- Excellent Sealing: Capable of creating hermetic (airtight and watertight) seals, ideal for fluid reservoirs, ducts, and containers.
- Material Versatility: Suitable for welding most thermoplastics, including PP, PE, ABS, PVC, PC, and Nylon.
- Process Control: Key parameters—temperature, pressure, time—are easily controlled and monitored, ensuring high repeatability.
- No Consumables: Requires no adhesives, solvents, or fasteners, reducing material cost and potential contamination.
Common Applications in Industry
Hot plate welding is ubiquitous in industries where durable, leak-proof plastic assemblies are required.
| Industry | Typical Applications | Common Materials |
|---|---|---|
| Automotive | Fuel tanks, fluid reservoirs (coolant, washer), air intake manifolds, battery cases, lamp housings. | PP, PE, Nylon |
| Packaging & Containers | Chemical drums, large storage containers, pallets. | HDPE, PP |
| Appliances | Water tank assemblies in washing machines, dishwasher components, vacuum cleaner housings. | ABS, PP, PC |
| Medical & Laboratory | Filter housings, fluidic devices, specimen containers requiring a sterile seal. | PP, PC, PVC |
| Consumer Products | Toys, storage boxes, watering cans. | ABS, PP, PS |

Critical Process Parameters and Their Impact
The quality of a hot plate weld is governed by several interdependent parameters. Optimal settings depend on the material, part geometry, and weld requirements.
| Parameter | Description | Effect on Weld Quality |
|---|---|---|
| Hot Plate Temperature | The surface temperature of the heating tool. | Too low: Incomplete melting, weak weld. Too high: Material degradation, flash formation. |
| Heating Time | Duration parts are in contact with the hot plate. | Insufficient: Poor melt layer. Excessive: Excessive flash, part deformation. |
| Heating Pressure | Force applied during the heating phase. | Ensures good contact with the plate for uniform heating. |
| Welding Pressure | Force applied when joining the molten surfaces. | Critical for material mixing, expulsion of air, and weld seam formation. |
| Change-Over Time | Time between plate retraction and part contact. | Must be minimized to prevent surface cooling and oxidation. | Cooling Time | Duration pressure is maintained after joining. | Ensures the weld solidifies without stress or distortion. |
Comparison with Other Plastic Welding Methods
While hot plate welding is excellent for many applications, it's useful to compare it to other common techniques like ultrasonic welding and vibration welding.

Hot plate welding generally requires longer cycle times than ultrasonic welding but is less sensitive to part geometry and material additives. It is ideal for large parts and materials that are difficult to weld with high-frequency vibrations. Vibration welding is faster for linear joints but hot plate welding can handle more complex, non-linear joint profiles.
Conclusion
Hot plate welding remains a cornerstone technology in the assembly of thermoplastic components. Its ability to produce robust, sealed joints across a wide range of materials and part sizes ensures its continued relevance in modern manufacturing. By carefully controlling the process parameters, manufacturers can achieve consistent, high-quality welds that meet stringent performance and durability standards. As material science and machine control advance, hot plate welding continues to evolve, offering even greater precision and efficiency for joining the plastics that shape our world.