Hot Plate Welding Equipment: Principles, Applications, and Advantages
Hot plate welding, also known as heated tool welding, is a widely used and reliable technique for joining thermoplastic components. It is a simple yet highly effective process for creating strong, permanent, and often hermetic bonds. The equipment designed for this process is critical to achieving consistent, high-quality welds in high-volume manufacturing environments, particularly in the automotive, appliance, and fluid handling industries.
Fundamental Working Principle
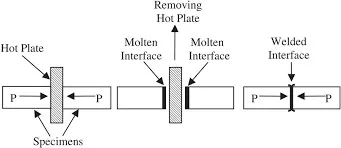
The core principle of hot plate welding involves using a precisely heated platen (the "hot plate") to melt the mating surfaces of two thermoplastic parts. The process follows a clear, repeatable sequence:
- Clamping: The two parts to be joined are securely clamped in their respective fixtures.
- Melting: The heated platen is inserted between the parts, and the parts are moved into contact with it. Heat is conducted from the platen to the part surfaces, creating a molten layer.
- Change-Over: The platen is retracted.
- Joining & Cooling: The two parts are brought together under controlled pressure. The molten layers mix, and the assembly is held under pressure until the weld cools and solidifies, forming a monolithic bond.
This process is highly controllable, with key parameters being temperature, heating time, melting distance/pressure, change-over time, joining pressure, and cooling/hold time.
Key Components of Hot Plate Welding Equipment
A standard hot plate welding machine consists of several integrated subsystems, each crucial for process stability.
1. The Heating System
This is the heart of the machine. The hot plate itself is typically made from aluminum or steel and incorporates cartridge heaters, ceramic heaters, or heating bands. Advanced systems feature non-stick coatings (like PTFE) to prevent melted plastic from sticking to the plate. For complex parts, the plate may be profiled to match the contour of the welding surface.
2. Clamping and Actuation System
Robust fixtures hold the parts in perfect alignment. The actuation—moving the parts and the hot plate—is achieved via pneumatic cylinders, hydraulic systems, or servo-electric drives. Servo systems offer the highest precision in controlling speed, position, and force throughout the cycle.
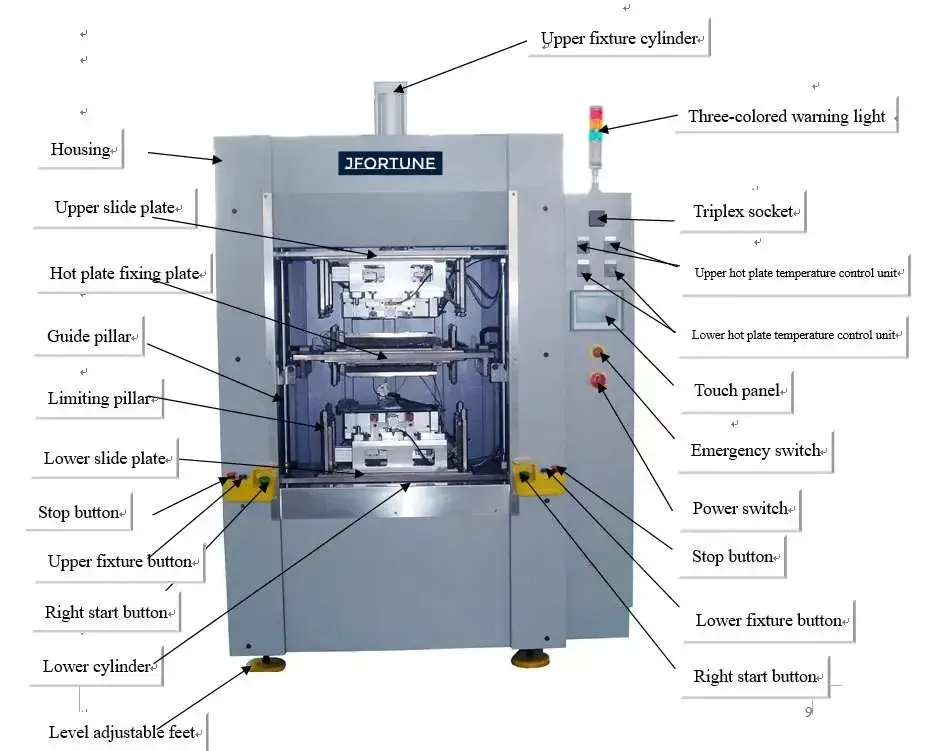
3. Control System
Modern machines are governed by a Programmable Logic Controller (PLC) or a dedicated industrial computer. The operator interface (HMI) allows for setting, monitoring, and recording all critical welding parameters. This ensures repeatability and facilitates quality traceability.
4. Frame and Structure
The machine must have a rigid, vibration-free frame to maintain alignment under the forces of clamping and joining, which is essential for weld integrity.
Typical Process Parameters by Material
Optimal welding parameters vary significantly with the thermoplastic material. The table below provides generalized starting ranges for common materials.
| Thermoplastic Material | Hot Plate Temperature (°C) | Melting Pressure (MPa) | Joining Pressure (MPa) | Key Consideration |
|---|---|---|---|---|
| Polypropylene (PP) | 200 - 250 | 0.2 - 0.8 | 0.5 - 1.5 | Good weldability, wide parameter window |
| Polyethylene (HDPE) | 220 - 280 | 0.2 - 0.8 | 0.5 - 1.5 | Material density affects exact temperature |
| Acrylonitrile Butadiene Styrene (ABS) | 230 - 260 | 0.3 - 1.0 | 1.0 - 2.0 | Avoid overheating to prevent degradation |
| Polyvinyl Chloride (PVC) | 220 - 250 | 0.5 - 1.2 | 1.0 - 2.5 | Ventilation required; precise temp. control critical |
| Polycarbonate (PC) | 320 - 380 | 0.3 - 1.0 | 1.5 - 3.0 | High temperature needed; must be dry to prevent bubbles |
Primary Industrial Applications
Hot plate welding is the method of choice for applications demanding strength, leak-tightness, and durability.
- Automotive: Fuel tanks, fluid reservoirs (coolant, washer), battery casings, intake manifolds, and lamp assemblies.
- Appliance: Water tanks in washing machines and dishwashers, internal ducts, and housing components.
- Packaging & Fluid Handling: Chemical drums, barrels, pipelines, and valves where hermetic sealing is paramount.
- Consumer Products: Robust cases, toys, and storage containers.

Advantages and Limitations
Advantages
- Extremely Strong Welds: Produces weld strength often approaching that of the parent material.
- Hermetic Seals: Capable of creating perfect seals against liquids and gases.
- Material Versatility: Suitable for most thermoplastics, including high-performance grades.
- Process Stability: Highly repeatable and automatable for high-volume production.
- No Consumables: Does not require adhesives, fasteners, or filler materials.
Limitations
- Cycle Time: Relatively slow compared to vibration or ultrasonic welding due to heating and cooling phases.
- Part Geometry: Best suited for flat or moderately curved continuous joining surfaces.
- Flash Formation: Creates melt flash (burr) that may require trimming in appearance-critical applications.
- Energy Consumption: The hot plate must be maintained at high temperature continuously.
Conclusion
Hot plate welding equipment provides a robust, controllable, and versatile solution for creating high-integrity plastic assemblies. Its effectiveness hinges on the precise interplay of its mechanical, thermal, and control systems. While not the fastest process, its unparalleled ability to produce strong, sealed joints makes it indispensable in many demanding manufacturing sectors. Continued advancements in controls, heating technology, and non-stick coatings ensure it remains a vital tool in the plastics joining landscape.