Co-Injection Molding: Process, Advantages, and Applications
Overview: Co-injection molding (also known as sandwich molding) is an innovative plastic injection molding technique that enables the production of complex, multi-layer components from two or more distinct materials in a single manufacturing cycle. This process is pivotal in industries requiring parts with combined properties such as rigid structures with soft-touch surfaces, or parts with solid skins and foamed cores.
1. The Co-Injection Molding Process
Co-injection molding involves the sequential or simultaneous injection of two or more different polymer materials into a single mold cavity to form a laminated composite structure. Typically, the process creates a part with a distinct skin layer and a core layer. The skin material often provides the desired surface finish, color, or environmental resistance, while the core material can offer cost savings, structural reinforcement, or specific functional properties like weight reduction or thermal insulation.
1.1 Step-by-Step Operational Sequence
The standard co-injection cycle begins with the injection of the first material (skin material) into the mold. Shortly after, a second material (core material) is injected. The core material flows inside the still-molten skin material, pushing it outward against the mold walls. Finally, additional skin material may be injected to ensure a complete skin layer without core material breakthrough. The key to success is precise control over injection timing, temperature, and pressure to maintain layer integrity.
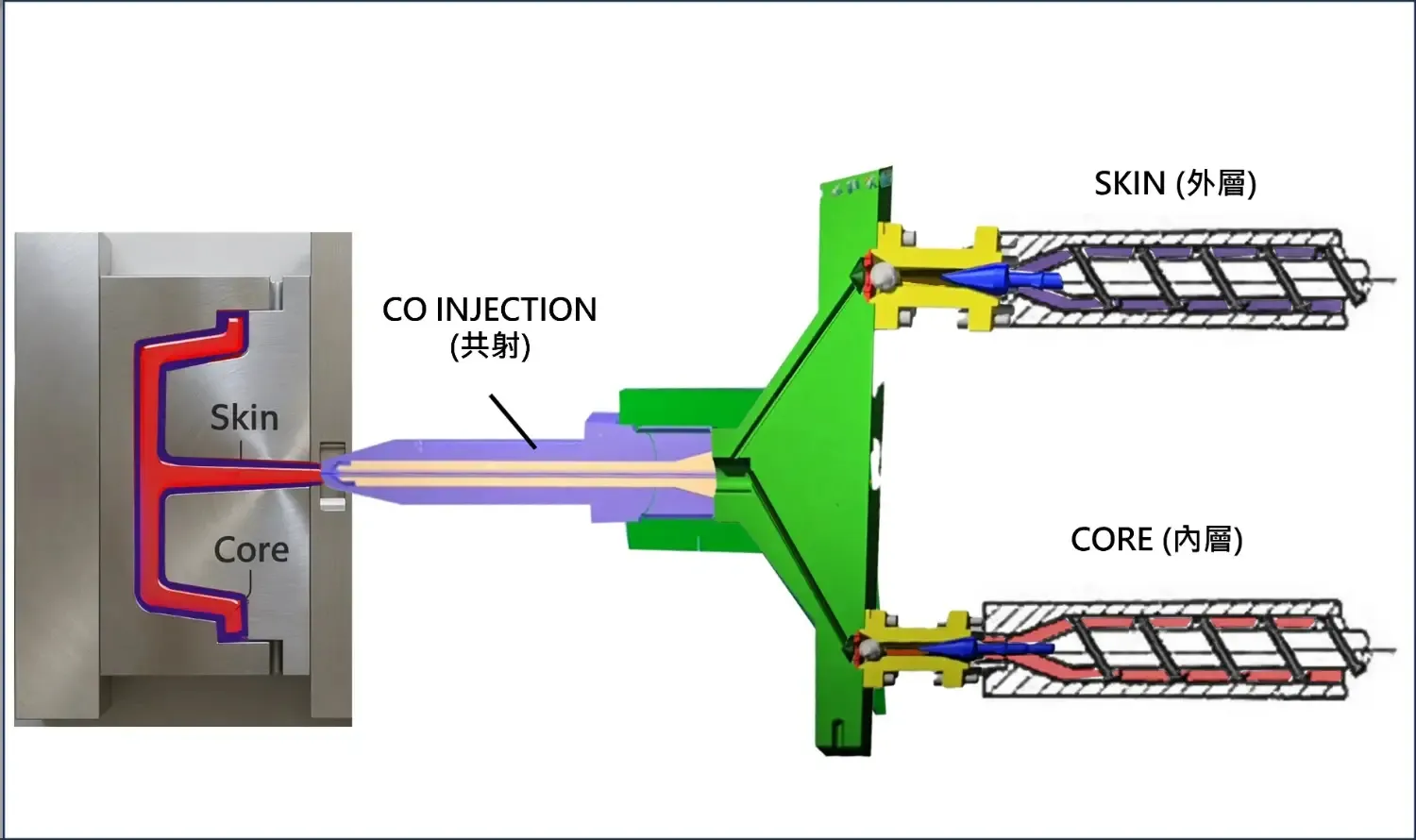
Figure 1: Schematic representation of the co-injection molding sequence forming a skin-core-skin structure.
2. Key Advantages of Co-Injection Molding
This technology offers significant benefits over conventional single-material injection molding or post-assembly of multi-material parts.
2.1 Material and Cost Efficiency
Expensive engineering plastics or recycled materials can be used strategically. For instance, a part can have a thin skin of virgin, high-quality material for appearance and performance, while its core consists of regrind or lower-cost filler material. This reduces overall part cost without compromising surface quality.
2.2 Enhanced Part Properties
By combining materials, manufacturers can engineer parts with superior characteristics. Common combinations include a rigid core for strength with a soft-touch elastomeric skin, or a solid skin encapsulating a foamed core for weight reduction and improved insulation.
2.3 Improved Sustainability
Co-injection facilitates the use of post-consumer recycled (PCR) content as a core material, hidden beneath a virgin skin. This promotes circular economy principles while maintaining product aesthetics and performance.
| Skin Material | Core Material | Resulting Part Properties | Typical Applications |
|---|---|---|---|
| ABS (Virgin) | ABS (Regrind/Recycled) | High-quality surface, reduced cost, sustainable | Consumer electronics housings, automotive trim |
| Polycarbonate (PC) | Foamed Polycarbonate | Rigid surface, lightweight, thermal/acoustic insulation | Equipment panels, enclosures |
| Thermoplastic Elastomer (TPE) | Polypropylene (PP) | Soft-touch grip, flexible seals on a rigid structure | Tool handles, grips, seals in appliances |
| PMMA (Acrylic) | Pigmented or Colored Core | Glossy, scratch-resistant surface with deep-color effects | Decorative trims, automotive lenses, signage |
3. Critical Process Parameters and Control
Successful co-injection molding requires meticulous control over several interdependent parameters.
3.1 Injection Speed and Timing
The delay between skin and core injection is critical. Too short a delay can cause material mixing; too long can allow the skin to solidify, preventing proper core penetration and leading to short shots.
3.2 Melt Temperature and Viscosity
The viscosity ratio between the skin and core melts must be carefully matched. Ideally, the core material should have a lower viscosity to flow easily inside the skin layer without breaking through.
3.3 Switching Point Control
Modern co-injection machines use precise volumetric or screw position control to determine the switchover from skin to core injection. This is often managed by sophisticated programmable logic controllers (PLCs).
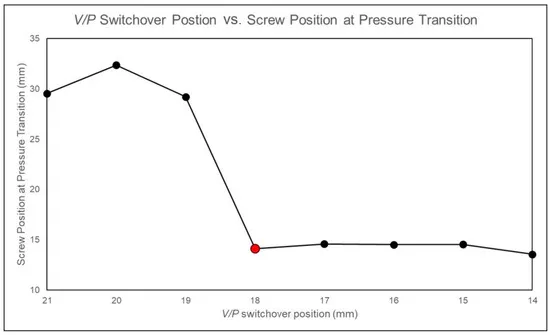
Figure 2: Typical injection pressure profile during a co-injection cycle, highlighting the switchover point.
4. Industrial Applications
Co-injection molding finds use across diverse sectors due to its versatility in part design and functionality.
4.1 Automotive Industry
Used for manufacturing interior trim components (like dashboards with soft-touch surfaces), structural panels with foam cores for noise dampening, and under-hood components combining chemical resistance and strength.
4.2 Packaging
High-barrier containers for food and chemicals often use a co-injection structure with a core layer of EVOH (ethylene vinyl alcohol) for oxygen barrier, sandwiched between layers of PP or PE for strength and sealability.
4.3 Consumer Goods and Electronics
Tool bodies, appliance handles, and electronic housings benefit from the combination of aesthetic surfaces (color, texture) and functional cores (rigidity, cost-saving recycled content).
| Industry | Part Example | Benefit Achieved |
|---|---|---|
| Medical | Surgical instrument handles | Biocompatible skin, ergonomic grip, cost-effective core |
| Construction | Window profiles, panels | Weather-resistant surface, foamed core for insulation |
| Furniture | Chair shells, table tops | Decorative finish, structural rigidity, lightweight core |
5. Challenges and Future Outlook
Despite its advantages, co-injection molding presents challenges such as higher initial machine costs, complex tooling design (requiring specialized manifolds and gates), and the need for extensive process expertise. Predicting and controlling the flow and bonding between dissimilar materials requires advanced simulation software.
The future of co-injection is tied to advancements in biocompatible and biodegradable material combinations for medical and sustainable packaging, and integration with Industry 4.0 for real-time process monitoring and adaptive control, ensuring consistent layer distribution and part quality.
Figure 3: A modern co-injection molding machine equipped with multiple injection units for precise multi-material processing.
Conclusion
Co-injection molding stands as a sophisticated and highly efficient manufacturing solution for producing integrated, multi-functional plastic components. By enabling the strategic combination of materials, it delivers unparalleled value in terms of part performance, cost reduction, and design freedom. As material science and process control technologies continue to evolve, co-injection molding is poised to expand its role in creating the next generation of innovative plastic products across global industries.